The Digilas from Schepers for direct engraving of gravure and embossing cylinders
(Source: Schepers)
For the production of cylinders for gravure printing and embossing large surfaces are structured with high resolution. Fast process cycles require highly efficient structuring processes of several square metres in micrometer-precision within the shortest time. In this context, the laser technology offers advantages in terms of fine focusability, high processing speed and precise direct digital data transmission. Further beneficial characteristics of the laser engraving technology include high flexibility and increased productivity.
Depending on the specific application – whether the focus is on productivity or very high resolution – different laser beam sources and engraving strategies can be used. In the last few years, Schepers has continued to develop the Digilas system to meet the ever-increasing market demands. Furthermore, thanks to the knowledge gained from research projects and new laser beam sources, entirely new fields of applications can be opened up. This article presents the most important latest developments.
Multibeam for higher productivity In general, cylinders for gravure printing and embossing are required in diameters from 50 – 1500 mm and in lengths of 100 – 9700 mm. Therefore, cylinder surfaces of up to 42 m² must be imaged with micro structures. For larger embossing cylinders with structural depths of up to 2 mm and the respective high ablation volume, the processing with one single beam is very time-consuming and therefore expensive. Particularly, if very high product quality is demanded.
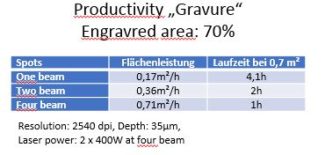
For this reason, such embossing rollers are often still produced by using the laser/etching process. However, due to the large process chains this is very costly in terms of labour and time-consumption. Therefore, the challenge is to engrave these large cylinders in economically justifiable times. Instead of using only one laser for surface structuring, the Multibeam solution by Schepers divides the laser energy into a multitude of equally strong beams. In this way, the partial beams can be switched individually by a suitable optical system and their power can be modulated individually according to the engraving data. As many “tools” are working on the surface at the same time, the process is many times faster than the conventional laser engraving process. As a result, also larger components can be processed at economic conditions.
A non-material depending laser process Due to the widely used copper/chrome electroplating and also the electro-mechanical engraving, the micro-structuring of copper surfaces is of primary interest for gravure cylinder preparation. The application range of existing production lines can be expanded by integrating a laser engraving system. Due to smaller laser spot diameter, cylinders can be structured with higher resolutions. Furthermore, also gradual three-dimensional shapes can be implemented directly from a digital data set in layer-by-layer material ablation process. Owing to the latest laser technology, it is also no longer necessary to develop special materials suitable for laser processing. Due to the multiplicity of laser beam sources with their specific characteristics and not least thanks to the ultrashort pulse laser technique, all metals with almost identical qualities can be processed. Material properties such as hardness, reflectivity or absorption behavior are of minor importance. In addition, the availability of ultrashort pulsed lasers facilitates also the engraving of materials like transparent plastics, which so far could not be processed. This opens up new perspectives for the use of plastic surfaces for roll-to-roll (R2R) applications.
High resolutions For the Imagesetter process used in the Digilas system, the image is built up in a pixel-resolved file. The intensity – and with it the depth of each area – are determined by the grey value of the pixel. The achievable quality of direct engraving depends not only on the image data, but also on the laser power applied. The lower the laser power per pass and thus also the layer thickness ablated, the higher the quality and thus the depth resolution. Up to now, in gravure cylinder preparation, structures with high resolution, e. g. for fonts, were produced using etching techniques. In this context, resolutions of 5080 dpi are standard. For example, fine line elements with widths in the range of the laser spot can be engraved. Typical applications include the combination of electro-mechanically engraved cylinders and autotypically produced cylinders. In recent years, the etching techniques have been increasingly replaced by direct laser engraved cylinders.
Besides the standard gravure printing process, alternative roll-to-roll (R2R) processes are increasingly used. The so-called R2R UV Nanoimprint technique offers possibilities to transfer structure sizes up to the nanometre range from the cylinder onto the substrate. Films printed in this way can be used for example as light spreading media to increase the efficiency of solar cells. Antibacterial and hydrophobic structures can be used for example in the food industry for yogurt lids and yogurt packaging. On the other hand, biomedical structures are used in the field of “human tissue engineering” for a targeted growth of cells, e. g. line structures with widths of 4 µm and depths of 10 µm.
Variable depths
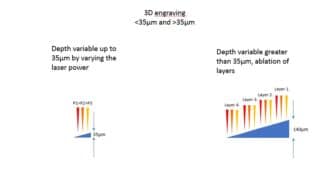
– Structure depth ˂ 2 mm The direct engraving of plastics or rubber materials like EPDM, enables the creation of 3D structures with depths of some 100 µm in one step (one layer). Due to the low optical penetration depth of laser radiation into metals, the ablation depth per layer is up to 35 µm (layer rate), even in case of a multiple pulse overlap of some micron. A depth of several 100 µm, as necessary for embossing elements, can therefore only be achieved by multiple engravings. The gradation of the layers is defined by the adjusted ablation/layer which is a compromise between quality and ablation speed. The number of layers can then be calculated as a function of total engraving depth and the layer rate. The engraving software divides the engraving image analogously into the number of layers necessary to achieve the total depth. In the engraving process the focus offset is repositioned after each layer to ensure constant ablation quality.
– Structure depth ˂ 35 µm (within one layer) In the direct laser engraving of metals, depths of approx. 35 µm can be ablated with one layer or one spot. This process can be monitored within one layer by adjusting or modulating the laser power. For example, besides the opening of semi-autotypical cells by the pixel matrix, also the depth can be varied. A pixel matrix, also called master screen, is extended in such a way that a halftone value is assigned to each pixel. Through this grey value, the depth is defined as the grey value controls the applied laser power which is proportional to the ablated depth.
(Source: Schepers)
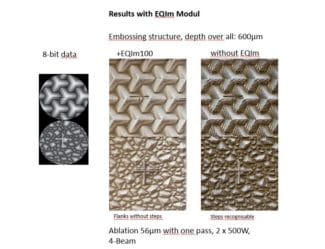
3D elements without steps Comparable with a topographic map, direct laser engraved embossing structures show level lines. In this context, the ablation per layer behaves in inverse proportion to the achievable depth resolution and depends on the metal to be structured and the required quality. For a two-dimensional layer ablation of 30 µm, this results in the typical steps with a gradation equal to the layer thickness. The resulting depth resolution can be reduced by an additional modulation of the laser power so that also the ablation depth can be varied within one layer. In this way, the gradation within one layer can be minimized, but not eliminated.
On the one hand, this is related to the very high ablation threshold of metals, which results in a minimum ablation per layer of approx. 4 µm. On the other hand, it is related to the melting edge formation along the level line. Due to the adhesion of melted mass, the individual layers will always remain visible. This effect can be minimized by a stochastic variation of the level lines.
For the Digilas system the EQIm modul has been developed. It works completely on-the-fly and can be freely adjusted in its intensity and in its mode hardness. With EQIm an increased quality for standard engravings can be achieved while maintaining the lateral resolution. Therefore, higher ablation rates per engraving layer can be used by maintaining the standard quality. Thus, for some images, the same results could be achieved with just one laser processing step (ablation per layer of 56 µm), which previously required several process steps (ablation per layer of up to 16 µm).
Due to the laser processing and the associated heat input into the surface, the cylinder may expand during the process. The risk that this effect has an impact on the engraving process is particularly given in case of high laser powers and increasing face length. If the cylinder expands by e. g. 5 µm during the processing of a layer, the following layers will be engraved in an axial shifted way. In many cases, the expansion effects are tolerable. However, if high resolutions with small spot diameters are required, this may cause some problems.
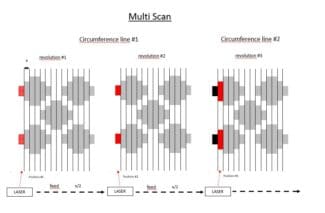
Multiscan The new Multiscan technology has been developed to minimize such problems. It considerably reduces external influences, such as high temperatures, particularly at multi-layer engraving. When using this technology, the imaging of a cylinder can be finished with only one pass. This enables the realization of a consistent engraved image also for large cylinder lengths.
The Multiscan technology is based on the fact that the spot can be axially positioned on the cylinder within a predefined range. Currently, up to eight layers can be ablated in one pass by means of a continuous spiral feed. Further on, Schepers is planning the extension to 16 spots to enable the engraving of 16 layers in one pass. An existing 4-beam system, which for example ablates approx. 40 µm in one pass, can be expanded to an engraving depth of 80 µm or, in future, to an engraving depth of 160 µm.
(Source: Schepers)
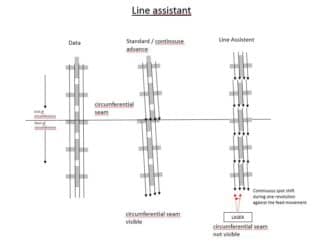
Line Assistant To achieve an economic laser structuring process of cylinder surfaces, the laser head and therefore the emitting laser beams are continuously moving along the rotating cylinder. Hereby, each laser spot moves like a spiral on the cylinder with a gradient equal to the axial feed. If there are any image data beyond the starting point, the spiral will become visible as a shift at the zero point. The seam created can be eliminated by separating engraving and feed (feed only after engraving of the circumferential line). However, this results in an engraving time higher a factor of 2,5. Therefore, this alternative will not enable any successful cylinder production.
Another possibility is to manipulate the process flow in such a way that the spiral shift does not run like in an axial line but is distributed around the circumference. However, this workaround is not sufficient for all applications, e. g. for screen rollers or embossing structures.
The Line Assistant offers a further possibility to equalize the spiral shift. By means of this system the spot can be moved against the spiral feed. Due to this function, the laser spot does not runs like a spiral on the cylinder, but like one circumferential line for each feed. Thus, there is no shift of the start and end point of an engraved circumferential line, and therefore no seam, as it would occur with a spiral-shaped feed.
(Source: Schepers)
Conclusion In recent years, Schepers has made great efforts to adapt the Digilas laser system even better to the requirements for the engraving of gravure printing and embossing cylinders. In close cooperation with its users, the direct engraving system has been continuously further developed. As a result, Schepers developed innovative engraving functions which offer some advantages, particularly for the engraving of gravure printing and embossing cylinders. This not only led to encouraging results never achieved before, but also shows that direct laser engraving still offers a great potential. However, the Digilas system will be further developed, e. g. for the direct laser engraving of functional surfaces for the embossing of optical, antibacterial, and biomedical structures.