The DynaSurf single-layer process (monolayer) for the production of gravure printing cylinders comprises three process steps
The new ContiTech elastomer solution for efficient gravure cylinder production
von Ansgar Wessendorf,
The initial development of the new elastomer gravure cylinder took a total of five years
(Source: Continental)
At this year’s virtual.drupa, Continental presented the DynaSurf project. This new technology concept for the production of gravure printing cylinders completely dispenses the galvanic processes of copper and chrome plating.
“DynaSurf enables us to generate directly engravable elastomers with tribological properties and excellent ink release properties. We developed an overall process for coating, surface finishing and imaging”, says Jens Löschner, Head of the Printing Product Unit at Continental Surface Solutions. “The materials used to formulate the elastomer layer are non-toxic, do not cause any environmental pollution and are not subject to any official approval procedures.”
Anzeige
He continues: “The initial development of the new elastomer rotogravure cylinder took a total of five years. In particular, Continental benefited from its many years of experience as a leading manufacturer and supplier of elastomer flexo printing plates also suitable for direct laser engraving.”
The framework conditions “With the hiring of Dominik Michalek as Gravure Product Manager in April of this year, we were able to gain a recognized specialist with extensive know-how and years of experience in gravure cylinder production. He is responsible for our new ‘Gravure’ product portfolio and together with our development partners will execute fine adjustments and further field tests with the newly developed cylinder. We assume that the elastomer cylinder will be market ready in near future”, explains Jens Löschner.
“At the Continental production site in Waltershausen near Gotha (Thuringia), we have established appropriate basic capacities for the production of this elastomer gravure cylinder, which we can ramp up at any time,” adds Löschner. “In addition, backed by its global corporate structures, its numerous production sites and its tight distribution and sales network, Continental is in a position to roll out the DynaSurf technology concept worldwide in due time.”
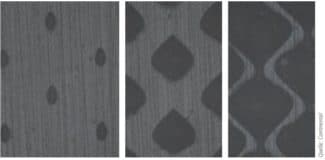
Different cells of an engraved elastomer rotogravure cylinder (Left to right: light tone, medium tone, full tone) (Source: Continental)
The three process steps for cylinder production The DynaSurf single-layer process (monolayer) for the production of gravure printing cylinders comprises three process steps:
Coating (vulcanization; solvent-free) of a conventional gravure cylinder (hollow or journal cylinder) with the elastomer layer replacing the previous copper and chrome layer. “The hardness of this special black elastomer layer corresponds to that of a metal (Shore D range) and has the same tribological properties as chrome,” says Dominik Michalek.
The elastomer layer is further processed in a grinding system to exactly achieve the required geometric circumference. It is also provided with a defined surface roughness depending on the substrate.
The last step is the direct engraving of the coated elastomer cylinder with a high-resolution fiber laser. “However, the finished elastomer surface can also be processed using the electromechanical engraving process,” says Dominik Michalek. Post-treatment after the imaging is no longer necessary, so that the gravure cylinder is immediately available for print production.
Elastomer sleeve and reuse “The process not only significantly reduces the production times for gravure printing cylinders but is also environmentally friendly and gives the entire gravure printing process more speed, efficiency and flexibility. Instead of the previous eight to twelve production steps, there are now only three left,” emphasizes Dominik Michalek.
In addition, with the lightweight elastomer sleeve, Continental will offer an alternative to the heavy-weight solid metallic gravure cylinders. “With this elastomer sleeve, we can reduce the total weight of the cylinder by more than 90%. The gravure sleeve will only weight between one and three kilograms, depending on the face length and printing width”, says Jens Löschner. “This not only significantly reduces the effort and costs for transportation, but also the set-up times on the press are considerably reduced due to the simple sleeve handling.”
To prepare the printed cylinders or sleeves for new coating, the old elastomer layer is turned off. After the surface has been grinded and polished, it is available for elastomer re-coating.
The coated elastomer cylinder is engraved directly with a high-resolution fiber laser. However, the finished elastomer surface can also be processed using the electromechanical engraving process (Source: Continental)
Promising initial print tests In cooperation with well-known partners from the printing industry, Continental performed several print tests at real-life conditions with elastomer-coated gravure cylinders. In total, about 65,000 running meters of various paper and film substrates were printed. “For these test runs, we used standard doctor blades and commercially available solvent-based printing inks,” says Dominik Michalek.
“It turned out, that the ink release and ink coverage characteristics of the laser-engraved elastomer layer exceeds than that of chrome. Thanks to the excellent ink release properties of the cells, the performance of the elastomer gravure cylinders was so excellent, that no ESA treatment was necessary at all. Moreover, no tonal change of non-printing areas occured. In addition, the elastomer cylinder has conductive properties so there is electrostatic charging of the surface”, explains Dominik Michalek.
What’s next? Continental is very satisfied with the print results achieved so far. However, for the fine-tuning of the elastomer gravure cylinder, additional print tests with different configurations are required, which Continental will systematically perform in close cooperation with its industry partners. “For this we will use different printing images and other substrates as well as try other parameters”, concludes Jens Löschner.
On “Gravure Global” you will find the top news about gravure printing. Click here!
And sign up for the “Gravure Global” newsletter today! Click here!
The “Gravure Global” is published 1 x per month, on every third Thursday.
The next “Gravure Global” Newsletter will be published on 15 July!