High performance laser processing of most precise anilox rollers
von Stephan Brüning,
The Schepers Digilas 7000 CE laser system for anilox engraving
(Source: Schepers)
The anilox roller is a crucial tool for printing and coating applications for a wide variety of substrates. The volume of the laser-engraved cells significantly determines the amount of ink, varnish, or adhesive transferred to the substrate in high-speed printing and coating processes. In view of the continuous growth of flexo printing and the increased use of barrier coatings in packaging production, the anilox roll has become even more important. Therefore, micro-precise laser engraving of the cells into the anilox roller surface plays a key role in precise application of defined transfer volumes.
In 2002, the German company Schepers successfully introduced their Digilas laser engraving system for the production of anilox rolls. Since then, Schepers has worked intensively on the further development of this unique system. On one hand, a particular focus was put on the development of many parallel laser spots, which significantly increases productivity. On the other hand, modern laser beam sources enable material-independent laser engraving of screen cells in a previously unattained quality.
Anzeige
“One-Shot-One-Cell”
The “One-Shot-One-Cell” process is a widely applied laser engraving technique for anilox rolls with chromium oxide surfaces. With the laser pulse a part of the ceramic surface is pulverized, another part is melted and remains at the edge of the cell. This process contributes significantly to the wear resistance of the anilox roll, since the molten and re-crystallized material around the cell forms a kind of “corona”. Viewed with a microscope, this resembles a glass like compaction, which is surrounded by the coarse-grained ceramic structure. The shaping of the cells is mainly given by the energy distribution of the laser beam. From the very beginning Schepers has relied on fiber laser technology, as this type of laser offers optimum Gaussian energy distribution, which enables precise design of the cell geometry.
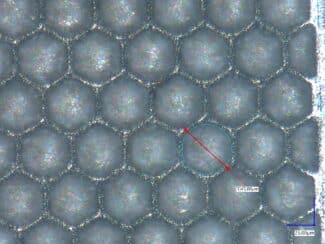
“One-Shot-One-Cell” engraving of a 100 l/cm screen in spiral mode with four laser pulses (without post-treatment) (Source: Schepers)
The generation of the cell geometry
The laser pulse has a circular focus geometry with optimum energy distribution. In this context, the question arises as to how a hexagonal cell geometry can be generated with a circular laser focus. As already mentioned, laser engraving of ceramic anilox rollers produces the desired cells by melting and remelting, which are lasered into the roller surface from circumferential track to circumferential track. The corona of a newly engraved cell is applied to three cells from the previously engraved track. The cell wall is generated by the energy input in which molten material is pressed against the edges of the cells of the previous circumferential track. This leads to the reshaping of the round cell produced by the laser into a “square” cell. For example, continuous remelting of the edges produces a hexagonal cell with an angle of 60 or 30 degrees. In the side view, however, the cells correspond to the profile of the laser beam, similar to a spherical shape. The number of pulses per cell in the Digilas engraving system can be varied depending on the desired depth or shape of the cells.
The hexagonal geometry offers some advantages, which is why it is often used in the production of anilox rollers. This is due to the fact, that hexagonal screens have the highest density of cells and a very low cell to wall ratio. Moreover, the “glass-like” nature of the surface significantly reduces the wear of the anilox roll.
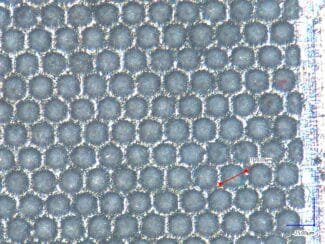
From top to bottom: Imagesetter laser engraving of a 170 l/cm screen with piercing in chromium oxide ceramic, copper and tungsten carbide-cobalt (without post-treatment):
The laser engraving
Thanks to state-of-the-art laser technology with variable pulse duration, it is no longer necessary to develop special materials for the laser process. Due to the variety of laser beam sources with their specific properties and not least due to ultrashort pulse laser technology, all metals can be processed at almost identical quality. In this context, material properties such as hardness, reflectivity or absorption characteristics are of minor importance. This enables the use of the most suitable materials for the individual end application. This opens up the possibility for the Digilas engraving system to structure or laser even particularly hard materials such as the non-oxide ceramic tungsten carbide with the quality known from the treatment of chromium oxide. In applications where the anilox roll is subject to very high wear, such rolls offer a significantly longer service life
Defined cell volume
The ink transfer characteristics of an anilox roller is defined by various parameters such as the angle, shape and depth of the cells. Most important is the screen ruling since this is of decisive important for the transfer of a specified volume of ink or varnish. If the ratio between the depth and diameter of the cells remains constant, and a higher volume of ink must be transferred, a lower screen width must be selected. The use of hexagonal cell geometries leads to an additional increase in ink transfer of about 13%.
Difficulties arise when a higher transfer volume with unchanged screen ruling must be achieved. In such cases the volume is partly affected by the depth of the cells. The adjustment of the cell depth can be achieved either by multiple passes of the laser engraving or by successive laser pulses during one pass. In addition, the Digilas process also allows the implementation of customized cell geometries, such as stretched hexagonal cells. Due to the engraving technology and the printing process, the ratio between the depth and the opening of the cells should not be too large.
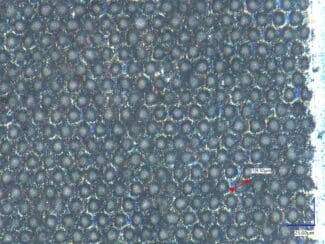
Imagesetter laser engraving of different screen resolutions of a hexagon screen in tungsten carbide cobalt. From top to bottom: 200 l/cm, 400 l/cm and 600 l/cm (without post-treatment):
Laser engraving in block mode
In practice, the laser engraving of a cell is usually done by at least two laser pulses. The second pulse has the function of creating a more uniform and deeper shaping with optimum flanks. This leads to better release properties of the cells. For even deeper structures it is of course possible to apply more than two laser pulses to one cell.
The simplest method is laser engraving in block mode. In a block mode or ring engraving, each cell circumference row can be engraved two or as many times as necessary, since the laser head remains stationary during engraving. Therefore there is no feed movement, but rather a sequential process of engraving and positioning. Since these two processes run one after the other, synchronization of the zero point of the roll must be carried out continuously before starting the engraving of the next cells. For the reasons mentioned above, engraving in block mode with two laser pulses takes about 2.5 times longer than in spiral mode.
Multi pulse engraving with spiral feed
Through the implementation of a spiral engraving feed, the production time of anilox rolls can be significantly reduced. However, this method in conjunction with a “multi-pulse” application can only be realized if it is possible to produce two or more spots in a temporally and spatially independent way. With the Digilas laser system, the “multi-pulse” engraving is achieved by applying multiple parallel focal points. The division on at least two rows of cells can be used either to engrave several circumferential tracks simultaneously or, by applying several laser pulses on one roller position, each cell can be engraved more than one time. This enables more precise shaping of the desired geometry in each case.
The Schepers Digilas system offers the ability to generate up to four spots per laser. This enables, for example, a cell engraving with up to four laser pulses. Just two laser pulses per cell are sufficient to reduce the engraving time by five times compared to conventional block engraving.
Double head with two laser beam sources
The double head in the Digilas system was developed for the laser direct engraving use two laser beam sources to increase productivity. With “One-Shot-One-Cell” anilox engraving process, four laser spots are possible with one beam source and a total of eight with two of them. This enables to engrave one cell up to eight times using spiral feed, in order to achieve optimum shaping.
Double laser head in the Digilas system (Source: Schepers)
The Imagesetter engraving
The traditional “One-Shot-One-Cell” laser engraving technology has a long history in the manufacture of anilox rolls. Nevertheless, the Imagesetter process is becoming more important, supported by the availability of high-power short-pulse and ultra-short pulse lasers, which offer high productivity. This development opens up new perspectives for cell engraving, which can be implemented almost independently of the respective roller material. This results in a wide range of possibilities for the design of different cell geometries.
The laser engraving of cells by means of the imagesetter process is achieved by layer-by-layer ablating of just a few microns. Structures with greater depths, in the range of some 10 microns, are divided into individual layers and processed one after the other. One advantage of the ablation process is the step-by-step introduction of three-dimensional shapes directly from digital data sets.
Due to this technology it is possible to produce anilox rolls with specific functional properties. Targeted engraving structuring can be used in particular to improve the transfer characteristics for inks and coatings.
The layer-by-layer processing enables precise control over the three-dimensional shaping of the cells, resulting in specific functionalities. The ability to realize cell structures almost independently of the roller surface material, opens up new potential for the application of anilox rollers.
Multiscan in the imagesetter process
Due to the heat input associated with laser engraving, the anilox roller may expand during the process. Particularly with high laser powers and increasing face widths, the probability of this effect increases. For example, if the anilox roll expands by 5 microns during the processing of a layer this leads to a shift in the subsequent layers and thus to offset laser engraving.
In most cases, the expansion effects are acceptable. However, when using high resolutions with small spot diameters, problems with synchronization may occur. To minimize these, Schepers developed the Multiscan technology. It reduces external influences, particularly high temperatures during multi-layer engraving. With the help of Multiscan technology the structuring of an anilox roll can be carried out in just one pass. This enables uniform engraving even with large face widths. Based on this technology, the laser spot can be precisely positioned axially on the anilox roller within a specific range. Due to the continuous spiral feed up to eight layers can be removed in a single pass.
Laser engraving of a tri-helix roll (100 l/cm) with “re-melting technology” (Source: Schepers)
Set-up and adjustment
Another aspect besides the time required for engraving is the setup time, which includes the adjustment of the laser focus and the test cut of the cell. To reduce the time required for the individual work steps as much as possible, the Digilas system is controlled and operated entirely by software. The required parameters for the screen ruling are determined by the software and stored in a data record that consists of the following elements:
Frequency, angle and shape of the anilox cells
Focus offset
Beam distance
Laser power and surface speed.
The screen-specific parameters are determined once and stored as engraving data records in the database of the Digilas system. For daily production runs, all relevant parameters are automatically calculated on the basis of the screen ruling, parameters are checked by means of a test cut, and after confirmation, the actual laser engraving starts. This reduces the setup time for the laser engraving of the anilox roller to a minimum.
A highly sustainable technology
The precise high resolution structuring of large surfaces is of central importance for the production of anilox rolls. Given the need for fast process cycles, efficient micro-precision structuring over several square meters in the shortest possible time is a strict requirement. Laser processing offers decisive advantages for this due to its fine focusability, high processing speed and the possibility of precise, direct digital data transfer. To meet these requirements, in 2002 Schepers presented the concept of the “One-Shot-One-Cell” laser process for anilox rolls. With the help of multibeam technology operating up to eight laser beams not only optimized the shaping of the screen cells on chromium oxide surfaces, but also increased productivity. The combination of short-pulse or ultrashort-pulse lasers with the Imagesetter process also opens up new possibilities.
Arbitrary cell geometries can be implemented almost independent of the roller material, which creates scope for the implementation of new functions, such as the optimization of the transfer characteristics for inks and coatings. The continuous further development of these laser engraving technologies also promises future innovations in the high-precision production of anilox rollers.
Dr Stephan Brüning
can look back on a successful 25-year career at Schepers (Heliograph Holding) and currently holds the position of a member of the Executive Board, where he is responsible for the Technology division. In the course of his professional career, he has managed various research and development projects. The results of his work have contributed significantly to the further development of the Digilas laser engraving system.
Dr Stephan Brüning will be happy to answer any queries and provide further information (S.Bruening@schepers-digilas.de)
About Schepers – Leading the way in laser technology
Since its foundation in 1991 by Hans-Georg Schepers, the company Schepers has consistently focussed on innovative laser technology for the printing and embossing market. With over 330 Digilas laser systems sold worldwide, the company has established itself in this market segment and has built up a renowned reputation. This success story is based on technical excellence, customer-orientated system solutions and the constant pursuit of excellence.
The product portfolio at Schepers is subject to continuous adaptations to meet the latest technological requirements. The close interlinking of technology, research and sales enables customers quick access to the latest developments – be it in the fields of lasers, mechanics or electrical engineering. Thanks to this comprehensive expertise, Schepers is in a position to offer its customers a broad range of products, ranging from traditional printing and embossing applications to printed electronics, functional surfaces and solutions in the energy sector (www.schepers-digilas.de).