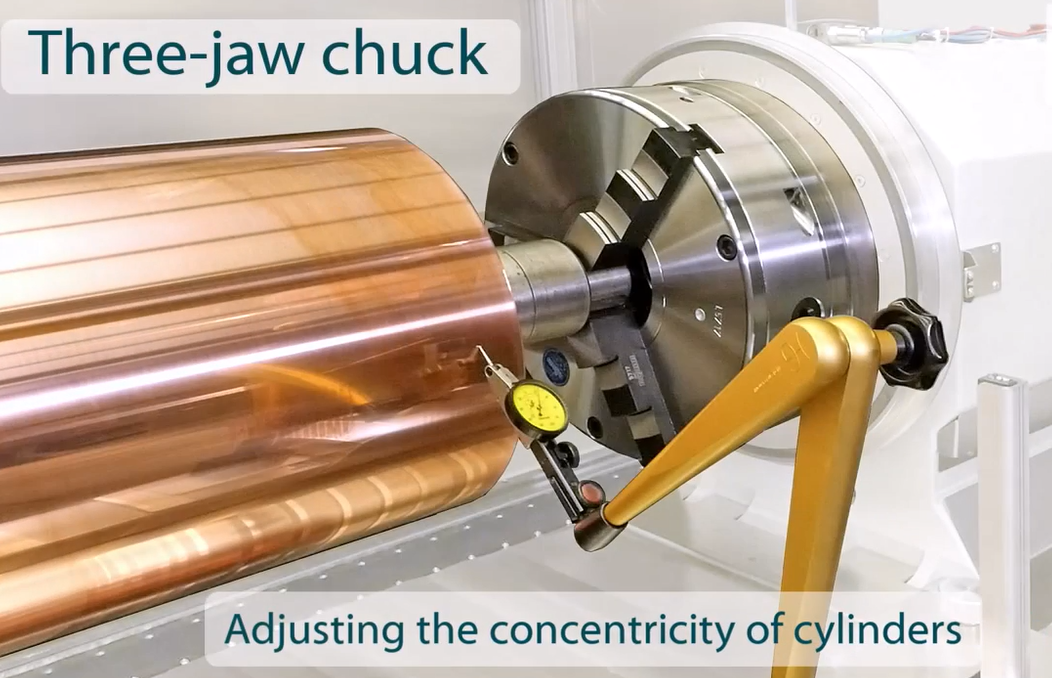
Präzise Konzentrizitätsausrichtung in Dreibackenfutter-Spannsystemen
von Ansgar Wessendorf,
Die Feinausrichtung der Konzentrizität erfolgt nicht durch abruptes Lösen der Spannkraft, sondern durch schrittweises und äußerst behutsames Entlasten einzelner Backen
(Quelle: Hell Gravure Systems)
Die exakte Positionierung von Tiefdruckzylindern und Prägewalzen im Dreibackenfutter einer Graviermaschine oder Laseranlage stellt eine grundlegende Voraussetzung für hochauflösende und reproduzierbare Gravur- und Laserergebnisse dar. Obwohl das von Hell Gravure Systems bereitgestellte Videomaterial (am Ende des Artikels) die wesentlichen Arbeitsschritte zur Einstellung der Konzentrizität demonstriert, ist ein vertieftes technisches Verständnis der zugrunde liegenden mechanischen und messtechnischen Prinzipien unerlässlich. Erst dieses Wissen ermöglicht es Anwendern, Fehlermechanismen zu erkennen, Einflussgrößen zu steuern und eine dauerhaft stabile Prozessführung sicherzustellen.
Mechanische Grundlagen und Interpretation von Konzentrizitätsmessungen
Dreibackenfutter arbeiten auf Grundlage einer synchronen radialen Bewegung aller Spannbacken, wodurch ein nominell selbstzentrierender Effekt entsteht. Dieses Mechanismus ist zwar theoretisch robust, jedoch stark empfindlich gegenüber realen Abweichungen wie Verschmutzungen der Kontaktflächen, ungleichmäßigem Backenverschleiß oder geringfügigen geometrischen Imperfektionen an den Zapfen von Zylindern oder Prägewalzen. Selbst minimale Abweichungen von der Idealgeometrie können zu Restexzentrizität führen, die vom Spannsystem nicht automatisch kompensiert wird. Diese Fehler machen sich in Form sinusförmiger oder asymmetrischer Messuhrverläufe bemerkbar und weisen auf unterschiedliche mechanische Störfaktoren hin. Die im Video demonstrierten praktischen Schritte gewinnen daher erheblich an Aussagekraft, wenn sie im Kontext metrologischer Analyse verstanden werden.
Anzeige
In der Konzentrizitätsmessung wird die Messuhr üblicherweise in unmittelbarer Nähe der Spannstelle positioniert, da an dieser Stelle der mechanische Einfluss der Backen am größten ist. Ergänzende Messungen auf der Mantelfläche des Zylinders oder der Walze liefern zusätzliche Informationen über Biegesteifigkeit, Materialverhalten und mögliche Winkelfehlausrichtungen zwischen Zapfen und Zylindermantel. Weichen die Messwerte an beiden Positionen deutlich voneinander ab, deutet dies häufig auf konische Zapfen, eine ungleichmäßige Sitzlage oder verformungsbedingte Effekte hin. Eine belastbare Diagnose erfordert in der Regel die Auswertung mehrerer axialer und umfangsbezogener Messpunkte, um die räumliche Fehlerverteilung nachvollziehen und Fehldiagnosen vermeiden zu können.
Die Feinausrichtung der Konzentrizität erfolgt nicht durch abruptes Lösen der Spannkraft, sondern durch schrittweises und äußerst behutsames Entlasten einzelner Backen. Dadurch kann sich der Zylinder oder die Walze in eine mechanisch stabile Position einstellen, die durch das Zusammenspiel von Reibungskräften, Materialtoleranzen und elastischen Eigenschaften bestimmt wird. Der Bediener nähert sich der optimalen Lage über iterative Mikrojustagen, wobei die Rundlaufwerte fortlaufend überwacht werden. Dieser Ansatz verdeutlicht die Diskrepanz zwischen theoretischem Selbstzentrierverhalten und den komplexen Dynamiken realer mechanischer Systeme, in denen selbst mikroskopische Partikel oder minimale Oberflächenunregelmäßigkeiten ein Kippen oder Verkanten begünstigen können.
Nachdem sich eine scheinbar optimale Position eingestellt hat, sind mehrere vollständige Rotationen des Zylinders oder der Walze erforderlich, um mögliche Setz- und Relaxationsvorgänge zu erkennen. Auch geringfügige elastische oder plastische Verschiebungen an den Kontaktflächen können die Messwerte noch verändern. Erst wenn die Rundlaufanzeige über mehrere Rotationszyklen hinweg unverändert bleibt, kann die Ausrichtung als mechanisch stabil bewertet werden und den Anforderungen hochpräziser Gravur- oder Laserprozesse genügen.
Einfluss auf Gravur- und laserqualität und langfristige Systemstabilität
Die Bedeutung einer sorgfältigen Konzentrizitätsausrichtung zeigt sich besonders in ihren Auswirkungen auf den Gravur- und Laserprozess. In der elektromechanischen Gravur können bereits Mikrometerabweichungen zu schwankenden Stichelkräften, instabilen Näpfchenstrukturen oder resonanzbedingten Werkzeugbewegungen führen. Lasergravursysteme reagieren in vergleichbarer Weise empfindlich, da die Lage des Laserfokus eine exakte und wiederholbare Zylinderrotation voraussetzt. Schon geringfügige Exzentrizitäten verursachen Änderungen im Abstand zwischen Optik und Oberfläche und führen zu lokalen Unschärfen oder variierender Strahlenergie.
Fazit
Die hier präsentierte vertiefte Betrachtung ergänzt die im Video gezeigten praktischen Schritte um die physikalischen und messtechnischen Hintergründe der Konzentrizitätsausrichtung. Jede Phase des Justageprozesses – von der Messung über die Diagnose und Mikrojustage bis zur abschließenden Stabilitätsprüfung – erfüllt eine kritische Funktion, um einen reproduzierbaren Rundlauf von Tiefdruckzylindern und Prägewalzen sicherzustellen. Durch die Verbindung von theoretischem Verständnis und praktischer Anwendung können Anwender die im Video gezeigten Arbeitstechniken nicht nur präzise ausführen, sondern auch weiterentwickeln und dauerhaft in die Qualitätssicherungsprozesse integrieren.