Eine Druckmaschine kann aus über 50.000 Einzelteilen bestehen, deren kleinste oftmals sehr große Auswirkungen haben können. So haben beispielsweise die Auswahlkriterien der Rakelmesser hinsichtlich Werkstoff, Messerdicke und Schneidenprofil durchaus eine spürbare Auswirkung auf die Produktionseffizienz im Flexo- und Tiefdruck, da diese Kriterien sich auf die Druckqualität sowie die Produktionsleistung pro Meter per Messer auswirkt. Darüber hinaus lassen sich diese Parameter zu einem überraschend hohen Maße durch die Einstellung der Rakelmesser beeinflussen.
Anzeige
von Håkan Olsson und Debbie Jörgensen Ågren
Das Rakelmaterial
Zum Zeitpunkt der Auswahl des geeignetsten Werkstoffs für das Rakelmesser muss bereits Klarheit darüber bestehen, ob bei dessen Einsatz mit Korrosion zu rechnen ist. Darüber hinaus stellt sich die Frage nach den Anwendung wasserbasierter Farben und Lacke im Herstellungsprozess sowie dem Niveau der Luftfeuchtigkeit im Drucksaal. Ebenso muss geklärt werden, ob mit längeren Unterbrechungen der Produktion gerechnet werden muss.
Eine Umgebung mit hoher Luftfeuchtigkeit im Drucksaal erhöht das Risiko von Korrosion, insbesondere bei nichtlegiertem Kohlenstoffstahl (C-Stahl). Aus diesem Grund werden im Zusammenhang mit wasserbasierten Farben und Lacken oftmals Messerwerkstoffe aus Edelstahl, Materialverbunde oder Kunststoff empfohlen. Besteht keine Korrosionsgefahr, bieten beschichtete und unbeschichtete C-Stähle durchaus die geforderten Eigenschaften hinsichtlich Steifigkeit und Verschleißfestigkeit.
Im Gegensatz dazu eignen sich legierte Stähle für Großauflagen und beim Einsatz abrasiver Metallic- und Weißfarben. Dies ist zurückzuführen auf die Beimischung zusätzlicher Hartmetallpartikel, was zu höheren Härtegraden und feineren Mikrostrukturen führt, was wiederum den Verschleiß spürbar reduziert. Bei der Auswahl von Rakelmessern aus legiertem Stahl sollten jedoch unbedingt die unterschiedlichen Qualitätsstufen der jeweiligen Stahlarten beachtet werden. Rakelmesser aus Stählen mit feinerer Mikrostruktur und kleineren Hartmetallpartikeln zeichnen sich durch sehr glatte Messerschneiden und geringeren Reibungsquotienten aus.
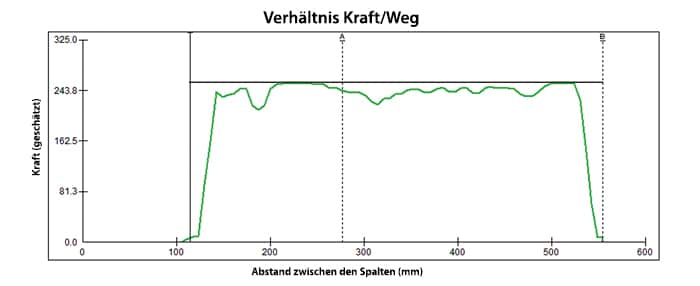
Die Kraftwirkung zwischen Rakelmesser und Zylinderoberfläche bei abgerundeten Schneidenprofilen
Die Messerstärke
Die benötigte Länge von Rakelmessern ist üblicherweise vorbestimmt von der Arbeitsbreite der jeweiligen Druckmaschine. Im Gegensatz dazu kann jedoch die Stärke des Messers variieren, was auf Faktoren wie Viskosität der Auftragsmedien, Maschinengeschwindigkeit, Vibrationen während der Produktion sowie Anforderungen bezüglich Lebensdauer und Druckqualität zurückzuführen ist. Grundsätzlich gilt jedoch, dass die geringere Laufgeschwindigkeit und hohe Motivauflösung im Tiefdruck eine Messerstärke von 0,15 mm bei einer Stärke der Stützrakel von 0,5 mm, oder aber ein Messer der Stärke 0,20 mm mit einer entsprechend dünneren Stützrakel erfordert.
Im Flexodruck sind generell Messerstärken im Bereich von 0,20 bis 0,25 mm erforderlich, während Messerstärken im Bereich von 0,25 bis 0,30 mm eine größere Stabilität beim Einsatz hochviskoser UV-Farben auf schnelllaufenden, von Vibrationen nicht freien Maschinen bieten.
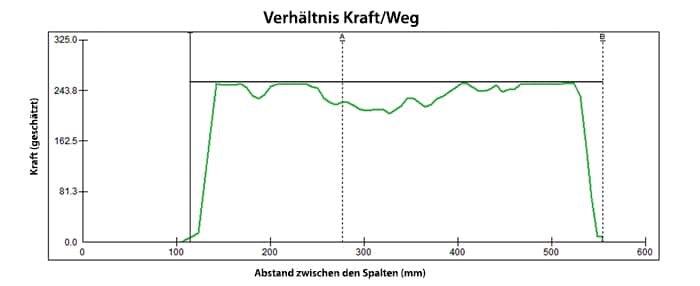
Die Kraftwirkung zwischen Rakelmesser und Zylinderoberfläche bei um 2 Grad abgeschrägten Schneidenprofilen
Das Schneidenprofil
Schneidenprofile von Rakelmessern sollten grundsätzlich in Abhängigkeit von der geforderten Motivauflösung im Druck ausgewählt werden. Im Flexodruck entfällt ein Großteil der Aufträge auf Jobs mit geringer bis mittlerer Auflösung. Daher dominieren in diesem Bereich abgerundete sowie abgeschrägte Schneidenprofile. Als eine Faustregel kann gelten, dass abgerundete Schneiden insbesondere für Rasterwalzen mit geringerer Liniaturanzahl (bis 120 L/cm) geeignet sind, während abgeschrägte oder auch Lamellenschneiden von 0,10 bis 0,15 mm für Liniaturen von 120–220 L/cm ausreichen. Zum Drucken mit höheren Liniaturen sollten Lamellenschneiden sowie um zwei Grad abgeschrägte Schneide mit einer Schneidkante von 0,10 mm für den Flexodruck sowie 0,07 mm für den Tiefdruck eingesetzt werden.
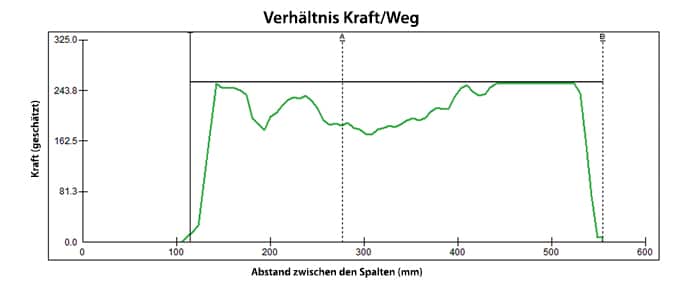
Ein interessanter Aspekt im Zusammenhang mit dem Schneidenprofil ist deren Empfindlichkeit gegenüber des Anpressdrucks entlang der vollen Ballenlänge des Druckzylinders. Abbildungen 1–3 verdeutlichen dies im Rahmen eines Vergleichs von Rakelmessern mit abgerundeten oder abgeschrägten Schneiden sowie Lamellenschneiden. Die Messungen bestätigen die Einwirkung von Kräften zwischen Schneide und Zylinderoberfläche entlang eines 460 mm breiten Tiefdruckzylinders. Diese Kräfte wurden mit Hilfe von Überwachungssensoren ermittelt, die zwischen Schneide und Zylinder angebracht waren. Alle drei Messerarten hatten Basisdimensionen von 40 x 0,20 mm mit einer Stützrakel von 5 mm, einen Anstellwinkel von 45°, den gleichen Anpressdruck und dasselbe Drehmoment in den Befestigungsschrauben des Messerhalters. Die Abbildung zeigt, dass die abgerundete Messerschneide den Druck sehr gleichmäßig entlang der Ballenlänge verteilt. Demgegenüber „tauchen“ die abgeschrägten sowie die Lamellenschneiden ein wenig entlang der Ballenbreite ein. Dies könnte ein Hinweis darauf sein, dass dünnere abgeschrägte Schneiden sowie Lamellenschneiden empfindlicher auf dem Drehmoment der Befestigungsschrauben des Messerhalters reagieren als abgerundete Schneiden.
Die Kraftwirkung zwischen Rakelmesser und Zylinderoberfläche bei Lamellenschneiden mit einer Schneidkante von 0,10 mm
Die Messereinstellung
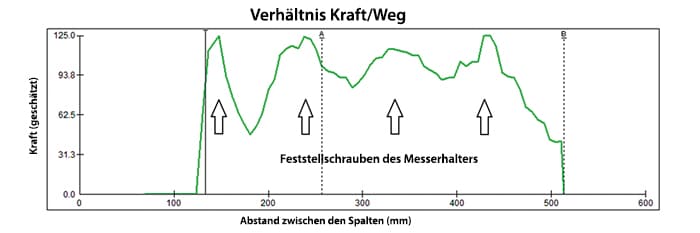
Kleine Details haben oftmals große Auswirkungen auf den Druckprozess. Die Kontaktfläche zwischen der Schneide des Rakelmessers und Zylinderoberfläche ist sehr klein. Schwankungen in der Einstellung zwischen beiden können nur sehr schwer vom bloßen menschlichen Auge erkannt werden. Abbildung 4 zeigt, dass sich die Schwankungen in den gemessenen Kräften zwischen Messerschneide und Zylinderoberfläche bei einer um 2° abgeschrägten Schneide kongruent verhalten zu den Positionen der Fixierschrauben des Messerhalters mit hohem Drehmoment. Diese Messungen wurden wiederum mit Sensoren für ein Messer mit den Dimensionen 40 x 0,15 mm, 2°-Schneidenwinkelung und einem Anpressdruck von 1 bar durchgeführt. Die Messwertspitzen in Abbildung 4 fallen zusammen mit den Positionen der Feststellschrauben im Messerhalter.
Die gemessenen Spitzenwerte lassen auf sehr kleine Riefen in der Kontaktzone zwischen Messer und Zylinder schließen, die vom bloßen Auge kaum entdeckt werden können. Die Messspitzen können Bereiche entlang des Zylinders identifizieren, wo potentiell mit der Entstehung von Rakelstreifen im Druck zu rechnen ist, die auf Schwankungen im Anpressdruck zwischen der Schneidenfläche des Messers und dem entsprechenden Zylinder zurückzuführen ist. Die Sensibilität gegenüber den Drehmomenten der Feststellschrauben des Messerhalters beweist auch die Bedeutung sauberer Messerhalter zur Vermeidung von ungleichmäßigem Anpressdruck zwischen Schneidefläche und Zylinderoberfläche.
Die oben genannten Fälle sind nur einige wenige Beispiele dafür, wie aus der Messung aller relevanten Parameter ein Lernerfolg zu erzielen ist. In diesem Zusammenhang sind die Lieferanten von Rakelmessern durchaus bereit, Unterstützung zu leisten in der Auswahl nicht nur des am besten für die jeweilige Anwendung geeigneten Rakelmessers, sondern auch zur Optimierung der Messereinstellung mit dem Ziel der Steigerung der Druckqualität sowie der Verlängerung der Lebensdauer der Rakelmesser.
Die Kraftwirkung zwischen Rakelmesser und Zylinderoberfläche bei um 2 Grad abgeschrägten Schneidenprofilen sowie Feststellschrauben mit hohem Drehmoment